 Чебоксары, Складской проезд, 6
(8352) 40-59-89
Чебоксары, Складской проезд, 6
(8352) 40-59-89

Всё для сварки. Большой выбор. Сварной настрой.
MIG и MAG сварка стали 08Х18Н10 (AISI 304)
Главная» Статьи » Сварка
 Главная » Сварка »
Главная » Сварка »
Просмотров: 16704 Теги:
Прокомментируйте своё видение
Для газоэлектрической сварки в аргоне и углекислом газе стали 08Х18Н10Т
используют те же полуавтоматы, что и для сварки углеродистых сталей ,
обеспечивающие сварку как сплошным швом, так и электрозаклепками в
различных пространственных положениях.
При MIG сварке рекомендуют применять аргон марки В по ГОСТ 10157, сварочные проволоки марок Св–04Х19Н9 или Св–06Х19Н9 диаметром 0,8 и 1,0 мм по ГОСТ 2246. Для обеспечения качественного формирования сварного шва перенос металла в дуге должен быть струйным. Это может быть достигнуто на постоянном токе обратной полярности при сварке на режимах MIG/MAG.
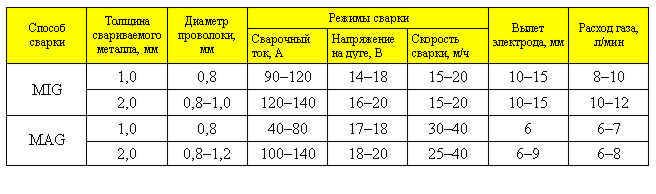
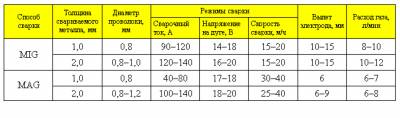
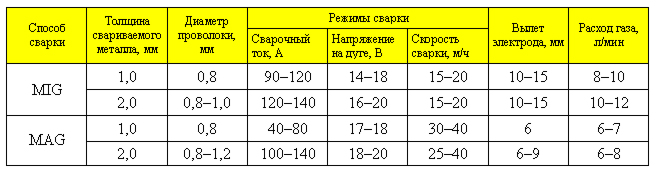
Трудности MAG сварки стали 08Х18Н10 заключаются в довольно интенсивном разбрызгивании расплавленного металла, составляющем 10–12%, и образовании очагов коррозии в месте приваривания брызг к металлу. Для уменьшения разбрызгивания сварку следует выполнять тонкой проволокой диаметром 0,8 и 1,2 мм на малых вылетах. Чтобы избежать прилипания брызг, свариваемый металл следует покрывать на расстоянии по 100 мм по обе стороны стыка защитным слоем. Например, можно использовать покрытия МВ (мел 30–40%, вода 70–60%), МЖС (мел 30%, жидкое стекло 70%) или ЦЖС (циркон 20–35%, жидкое стекло 65–80%). Для MAG сварки стали 08Х18Н10 рекомендуют применять углекислый газ I и II сорта по ГОСТ 8050, сварочные проволоки марки Св–08Х20Н9Г7Т или Св–08Х20Н9С2БТЮ. Сварку выполняют на постоянном токе обратной полярности. Рекомендуемые режимы сварки MIG/MAG приведены в таблице.
Таблица. Рекомендуемые режимы MIG/MAG сварки:
При MIG сварке рекомендуют применять аргон марки В по ГОСТ 10157, сварочные проволоки марок Св–04Х19Н9 или Св–06Х19Н9 диаметром 0,8 и 1,0 мм по ГОСТ 2246. Для обеспечения качественного формирования сварного шва перенос металла в дуге должен быть струйным. Это может быть достигнуто на постоянном токе обратной полярности при сварке на режимах MIG/MAG.
Трудности MAG сварки стали 08Х18Н10 заключаются в довольно интенсивном разбрызгивании расплавленного металла, составляющем 10–12%, и образовании очагов коррозии в месте приваривания брызг к металлу. Для уменьшения разбрызгивания сварку следует выполнять тонкой проволокой диаметром 0,8 и 1,2 мм на малых вылетах. Чтобы избежать прилипания брызг, свариваемый металл следует покрывать на расстоянии по 100 мм по обе стороны стыка защитным слоем. Например, можно использовать покрытия МВ (мел 30–40%, вода 70–60%), МЖС (мел 30%, жидкое стекло 70%) или ЦЖС (циркон 20–35%, жидкое стекло 65–80%). Для MAG сварки стали 08Х18Н10 рекомендуют применять углекислый газ I и II сорта по ГОСТ 8050, сварочные проволоки марки Св–08Х20Н9Г7Т или Св–08Х20Н9С2БТЮ. Сварку выполняют на постоянном токе обратной полярности. Рекомендуемые режимы сварки MIG/MAG приведены в таблице.
Таблица. Рекомендуемые режимы MIG/MAG сварки:
Просмотров: 16704 Теги:
Сварочное оборудование в ассортименте:
Прокомментируйте своё видение
Новости сварки
Сварные байки



 BRIMA Центр Сварки 21")



Copyright 2010-2025 © ООО "Центр Сварки 21"
Сайт не является публичной офертой, определяемой положениями Статьи 437 (2) Гражданского кодекса Российской Федерации.
Для получения подробной информации о наличии и стоимости товаров обращайтесь к менеджерам по тел. (8352) 40-59-89
Пользуясь нашим сайтом, Вы соглашаетесь с использованием на сайте cookie файлов на основании политики использования cookie
и на передачу и обработку Ваших персональных данных, согласно пользовательскому соглашению и политике конфиденциальности.
Сайт не является публичной офертой, определяемой положениями Статьи 437 (2) Гражданского кодекса Российской Федерации.
Для получения подробной информации о наличии и стоимости товаров обращайтесь к менеджерам по тел. (8352) 40-59-89
Пользуясь нашим сайтом, Вы соглашаетесь с использованием на сайте cookie файлов на основании политики использования cookie
и на передачу и обработку Ваших персональных данных, согласно пользовательскому соглашению и политике конфиденциальности.