 Чебоксары, Складской проезд, 6
(8352) 40-59-89
Чебоксары, Складской проезд, 6
(8352) 40-59-89

Всё для сварки. Большой выбор. Сварной настрой.
Установка для сборки и сварки ребристых панелей СИСАП-22 по инновационной технологии
Инновационная технология сборки и сварки ребристых панелей УССРП-5 и тавровых профилей позволяет сократить трудоемкость изготовления ребристых панелей в 5 раз, сократить затраты на 40 процентов и уменьшить производственные площади в несколько раз.
Экономия достигается за счет изменения базовой технологии, из которой убираются такие операции как прихватка ребер к настильному листу, правка панели после сварки, зачистка катета шва.
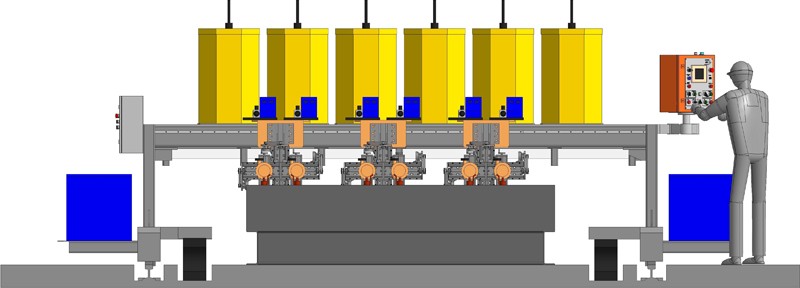
Общий вид установки
Действующая (базовая) в настоящее время технология сборки и сварки ребристых панелей широко применяемых в мостостроении, судостроении и строительстве многооперационна
|
№ |
Наименование операций базовой технологии |
|
1 |
Сборка ребер с настильным листом по разметке с помощью слесарного инструмента (кувалды и лома-вилки) |
|
2 |
Прихватка ребер к листу полуавтоматическ |
|
3 |
Перемещение плиты на стенд сварки мостовым краном. |
|
4 |
Создание листу обратного продольного и поперечного выгиба. |
|
5 |
Сварка по продольным ребрам жесткости двухдуговым автоматом под слоем флюса. |
|
6 |
Зачистка сварного шва по местам прихваток. |
|
7 |
Правка плиты после сварки термическим способом газовыми горелками |
Разработана инновационная технология и автоматизированн
|
№ |
Наименование операций инновационной технологии |
|
1 |
Механизированная сборка плиты в стенде с натяжением ребер по специальной схеме. |
|
2 |
Сварка по продольным ребрам жесткости портальной установкой с тремя каретками, шестью дуговыми горелками одновременно 3-ех ребер в смеси защитных газов. |
За счет исключения операций: ручной сборки и прихватки ребер, термической правки горелками после сварки, зачистки сварного шва и создание установки для механизированной сборки и одновременной приварки 2 – 3 ребер к настильному листу удалось:
-
Сократить трудоемкость изготовления в 5 раз и затраты на изготовление одной панели около 40% от стоимости изготовления по базовой технологии;
-
Сократить производственную площадь в 3 раза;
-
Повысить работоспособност
ь и надежность панелей за счет отсутствия прихваток, правки плит после сварки, зачистки шва по прихваткам; -
Улучшить санитарно-гигиен
ические условия труда на производстве.

Вид портала со сварочными головками, подающими механизмами, источниками, емкостями с проволокой (Марафон), системами слежения и управления.
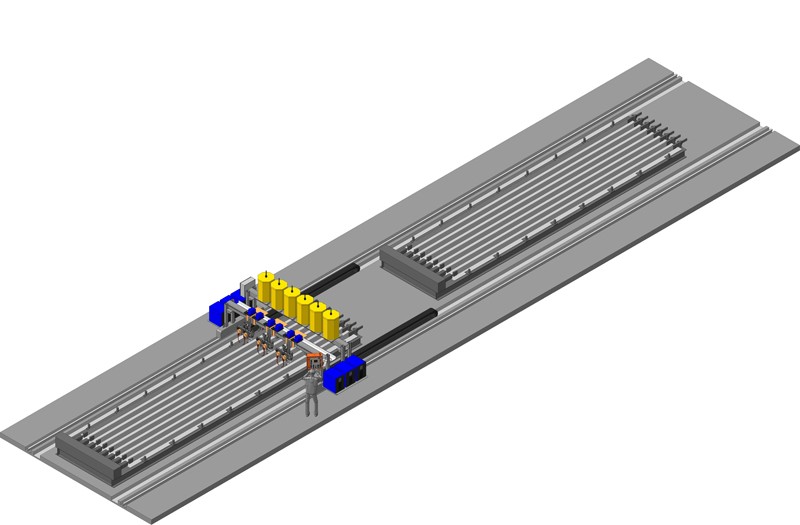
Установка СИСАП-22 предназначена для сборки и сварки ребристых панелей по инновационной технологии; комплексно решает вопросы механизированной сборки ребер с настильным листом в переналаживаемом стенде с последующей автоматической сваркой в защитных газах и состоит из следующих узлов (см. приложение 1):
-
Двух стендов (1), обеспечивающих сборку, фиксацию ребер, их натяжение по специальной схеме в процессе сварки;
-
Подвижного портала (2) с 4 – 6 сварочными горелками, обеспечивающие сварку в защитных газов одновременно 2 – 3 ребра к настильному листу поочередно на 2-ух стендах;
-
Двух порталов (3) для механизированной установки ребер на настильный лист в стенде.
СИСАП-21 выполняет те же функции, что и СИСАП-22, но имеет один стенд для сборки и один портал для механизированног
Стенд оборудуется центральным пультом управления (ЦПУ) с информационно-из
ЦПУ оснащается измерительной системой для контроля и записи режимов сварки и системой управления основными параметрами режимов сворки (ток, напряжение, скорость сварки). На портале располагаются суппорты с 4 или 6-ю сварочными системами, адаптивные системы направления и прижима ребра при сварке. Исходной информацией для направления ребра служит лазерная система корректировки, обеспечивающая требуемую точность установки ребра относительно листа.
Выбор вариантов исполнения контрольных и измерительных систем согласовывается с заказчиком. На установке можно изготавливать так же тавровые и другие профиля по разработанной технологии.
Инновационная технология защищена патентом, прошла промышленную апробацию на реальных мостовых конструкциях.
Государственная аттестационная комиссия ВГАСУ (г. Воронеж) отметив высокую степень механизации процесса изготовления, оригинальность технологии и отсутствие в мировой практике аналогов, рекомендует руководителям мостозаводов, судостроительных заводов и строительных организаций рассмотреть и внедрить инновационную технологию в производство, т.к. производительнос
Технико-экономич
|
№ операции |
Технологические операции
|
Вариант 1 |
Вариант 2 |
||
|
Норма вр. н/час |
Стоимость руб. |
Норма вр. н/час |
Стоимость руб. |
||
|
1
|
Уложить лист на стенд с прижатием по контуру;
|
0,58
|
47,28
|
|
|
|
2 |
Установка ребер по разметке с помощью слесарного инструмента (лом-вилки, угольника, кувалды, подвижного портала), прихватка Затраты на материалы: - смесь газов(аргон+угле - проволока Св08Г2С - электроэнергия |
4,68 |
391,5
43 387,6 53,37 |
|
|
|
3 |
Перемещение плиты мостовым краном на стенд сварки |
0,2 |
25,7 |
|
|
|
4 |
Задать плите обратный поперечный и продольный выгиб. Сдать ОТК под сварку |
0,33 |
35,6 |
|
|
|
5 |
Сварка по продольным ребрам жесткости двухдуговым автоматом (2-ой стенд) Затраты на материалы: -проволока Св08 (2мм 0,45кг/м) -флюс АН 348А (0,25кг/м) -электроэнергия |
4,26
|
383,4
3931 806 138,7 |
|
|
|
6 |
Зачистка сварного шва по местам прихваток |
0,44 |
56,85 |
|
|
|
7 |
Правка плиты после сварки вдоль продольных ребер жесткости, с наружной стороны настильного листа и в нескольких местах по продольным ребрам жесткости термическим способом (3-ий стенд). Затраты на природный газ+кислород |
4,65 |
418,5
453,8 |
|
|
|
1 |
Сборка в механизированном стенде |
|
|
1,4 |
130 |
|
2 |
Сварка по продольным ребрам жесткости портальной установкой в смеси газов 3-ех ребер одновременно. Затраты на материалы: -проволока Св08 (2мм 0,45 кг/м) -смесь газов -электроэнергия |
|
|
1,6 |
144
4152 57 90 |
|
Итого |
|
15,14 |
7172,3 |
3 |
4573 |
Научно – техническое общество,
394036, г. Воронеж ул. Никитинская, 14а.
Председатель к.э.н. Шипилов Виктор Георгиевич
Тел: +7(473) 255-36-74
Руководитель проекта к.т.н. Муравьев Иван Иванович
Тел: +7 908-142-72-84
E-mail: ivanmuravjev@yan
Инженерный центр «РАДИС»
115088, г. Москва, ул. Шарикоподшипнико
Тел: +7(495) 675-89-64. Факс/тел: +7(495) 913-87-25
E-mail: trsf@pars-msk.ru, www.pars-msk.ru
Главная »Новости сварки » Новости мира сварки | Просмотров: 4105 | Теги:
Похожие материалы:
Сварочные аксессуары в ассортименте:
Сварные байки
Прокомментируйте своё видение

 5м ICT1912 Центр Сварки 21")
 Центр Сварки 21")

Сайт не является публичной офертой, определяемой положениями Статьи 437 (2) Гражданского кодекса Российской Федерации.
Для получения подробной информации о наличии и стоимости товаров обращайтесь к менеджерам по тел. (8352) 40-59-89
Пользуясь нашим сайтом, Вы соглашаетесь с использованием на сайте cookie файлов на основании политики использования cookie
и на передачу и обработку Ваших персональных данных, согласно пользовательскому соглашению и политике конфиденциальности.