 Чебоксары, Складской проезд, 6
(8352) 40-59-89
Чебоксары, Складской проезд, 6
(8352) 40-59-89

Всё для сварки. Большой выбор. Сварной настрой.



"Справочник Электродов"
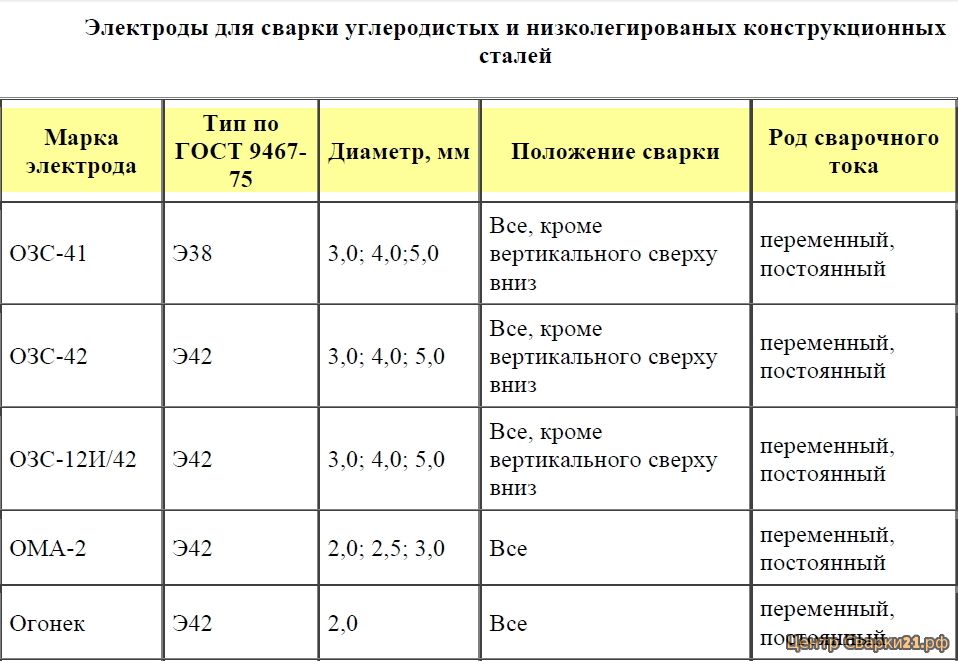
Главная » Всё для сварки, газосварки, пайки, резки » Библиотека сварщика» Скачать книги по сваркеЭлектроды для сварки углеродистых и низколегированных конструкционных сталей
К группе электродов для сварки углеродистых и низколегированных конструкционных сталей относятся электроды, предназначенные для сварки углеродистых сталей, содержащих до 0,25% углерода, и низколегированных сталей с временным сопротивлением разрыву до 590 МПа.
Основными характеристиками электродов являются механические свойства металла шва и сварного соединения: временное сопротивление разрыву, относительное удлинение, ударная вязкость, угол изгиба. По этим показателям электроды, согласно ГОСТ 9467-75, классифицируются на следующие типы (в условном обозначении типа электрода две стоящие за буквой "Э" (электрод) цифры соответствуют минимальному временному сопротивлению разрыву металла шва или сварного соединения в кгс/мм2):
Э38, Э42, Э46 и Э50
для сварки сталей с временным сопротивлением до 490 МПа;
Э42А, Э46А и Э50А
для сварки тех же сталей, когда к металлу шва предъявляются повышенные требования по относительному удлинению и ударной вязкости;
Э55 и Э60
для сварки сталей с временным сопротивлением разрыву свыше 490 МПа и до 590 МПа.
Указанным стандартом регламентируется содержание серы и фосфора в наплавленном металле.
Электроды для сварки углеродистых и низколегированных сталей характеризуются также уровнем сварочно-технологических свойств, в т.ч. возможностью сварки во всех пространственных положениях, родом сварочного тока, производительностью процесса, склонностью к образованию пор, а в некоторых случаях - содержанием водорода в наплавленном металле и склонностью сварных соединений к образованию трещин.
Перечисленные характеристики, которые необходимо учитывать при выборе конкретной марки электрода, в значительной степени определяются видом покрытия. Покрытие может быть:
- кислым,
- рутиловым,
- основным,
- целлюлозным,
- смешанным.
Электроды с кислым покрытием.
Основу этого вида покрытия составляют оксиды железа, марганца и кремния. Металл шва, выполненный электродами с кислым покрытием, имеет повышенную склонность к образованию горячих трещин. По механическим свойствам металла шва и сварного соединения электроды относятся к типам Э38 и Э42.
Электроды с кислым покрытием не склонны к образованию пор при сварке металла, покрытого окалиной или ржавчиной, а также при удлинении дуги. Сварку можно выполнять постоянным и переменным током.
Электроды с рутиловым покрытием.
Основу покрытия таких электродов составляют рутиловый концентрат (природный диоксид титана). Металл шва, выполненный электродами с рутиловым покрытием, соответствует спокойной или полуспокойной стали. Стойкость металла шва против образования трещин у электродов с рутиловым покрытием выше, чем у электродов с кислым покрытием. По механическим свойствам металла шва и сварного соединения
большинство марок рутиловых электродов относится к электродам типа Э42 и Э46.
Рутиловые электроды обладают целым рядом преимуществ по сравнению с другими видами электродов, а именно обеспечивают стабильное и мощное горение дуги при сварке переменным током, малые потери металла на разбрызгивание, легкую отделимость шлаковой корки, отличное формирование шва. Электроды мало чувствительны к образованию пор при изменении длины дуги, при сварке влажного и ржавого металла и по окисленной поверхности.
К электродам рассматриваемой группы также относятся электроды с ильменитовым покрытием, занимающими промежуточное положение между электродами с кислым и рутиловым покрытиями. В состав покрытия этих электродов в качестве основного компонента входят ильменитовый концентрат (природное соединение диоксидов титана и железа).
Электроды с основным покрытием.
Основу этого вида покрытия составляют карбонаты и фтористые соединения. Металл, наплавленный электродами с основным покрытием, по химическому составу соответствует спокойной стали. Благодаря низкому содержанию газов, неметаллических включений и вредных примесей металл шва, выполненный этими электродами, отличается высокими показателями пластичности и ударной вязкости при нормальной и пониженной температурах, а также обладает повышенной стойкостью против образования горячих трещин. По механическим свойствам металла шва и сварных
соединений электроды с основным покрытием относятся к электродам типа Э42А, Э46А, Э50А, Э55 и Э60.
Вместе с тем по технологическим характеристикам электроды с основным покрытием уступают другим видам электродов. Они весьма чувствительны к образованию пор при наличии окалины, ржавчины и масла на кромках свариваемых деталей, а также при увлажнении покрытия и удлинении дуги. Сварка, как правило, производится постоянным током обратной полярности. Перед сваркой электроды в обязательном порядке необходимо прокаливать при высоких температурах (250-4200С).
Электроды с целлюлозным покрытием.
Покрытие этого вида содержит большое количество (до 50%) органических составляющих, как правило, целлюлозы. Металл, наплавленный целлюлозными электродами, по химическому составу соответствует полуспокойной или спокойной стали. В то же время он содержит повышенное количество водорода. По механическим свойствам металла шва и сварных соединений электроды с целлюлозным покрытием соответствуют электродам Э42, Э46 и Э50. Для целлюлозных электродов характерно образование равномерного обратного валика шва при односторонней сварке на весу, возможность сварки вертикальных швов способом сверху вниз.
Все описанные выше электроды, предназначенные для сварки углеродистых и низколегированных сталей, с любым видом покрытия должны отвечать требованиям ГОСТ 9466-75 и ГОСТ 9467-75, а также требованиям технических условий на электроды.
В технических условиях могут содержаться дополнительные требования, которые являются необходимыми для более эффективного ведения процесса и/или получения сварных соединений с особыми характеристиками и повышенной эксплуатационной надежностью.

Тэги: "Справочник Электродов"
- Доставка по всей России транспортными компаниями.
- Мы поддерживаем гарантию на всё сварочное оборудование.
- Гибкие цены, акции и скидки. Задайте вопрос менеджеру.
- Юридическим лицам полный комплект документов. Стоимость оборудования с НДС.
Сварочное оборудование и материалы в ассортименте
Сварные байки
Новости сварки
Сайт не является публичной офертой, определяемой положениями Статьи 437 (2) Гражданского кодекса Российской Федерации.
Для получения подробной информации о наличии и стоимости товаров обращайтесь к менеджерам по тел. (8352) 40-59-89
Пользуясь нашим сайтом, Вы соглашаетесь с использованием на сайте cookie файлов на основании политики использования cookie,
на передачу и обработку Ваших персональных данных согласно пользовательскому соглашению и политике конфиденциальности.