 Чебоксары, Складской проезд, 6
(8352) 40-59-89
Чебоксары, Складской проезд, 6
(8352) 40-59-89

Всё для сварки. Большой выбор. Сварной настрой.
Основа качества сварных швов
Точность выполнения разделки кромок и сборки элементов конструкции - основа качества сварных швов.
При изготовлении сварных конструкций под-готовка кромок и сборка свариваемых элементов являются важнейшими операциями. Однако к заготовительным и сборочным операциям отношение не всегда столь ответственное, как к сварочным.
В то же время использование автоматических методов сварки требует соблюдения жестких допусков на элементы разделки кромок и величину зазора. Если величина зазора больше допустимого значения, а притупление меньше или и то и другое одновременно, то выполнить автоматическую сварку под флюсом на весу соединений С21, С25, С26, а также С47 (ГОСТ 8713-79) можно лишь с подваркой корня ручной дуговой сваркой или механизированной сваркой сплошной или порошковой проволокой.
В противном случае произойдет прожог. Это относится не только к указанным соединениям.
При двусторонней автоматической сварке поворотных стыков трубных секций на трубосварочных базах типа БТС соединения выполняются согласно инструкции СТО Газпром 2-2.2-136-2007, где незначительные отличия разделок от гостовских заключаются лишь в величине углов скоса кромок. А такие важные для проплавления и удержания жидкого металла сварочной ванны значения, как притупление и зазор - практически одинаковы (рис.1).
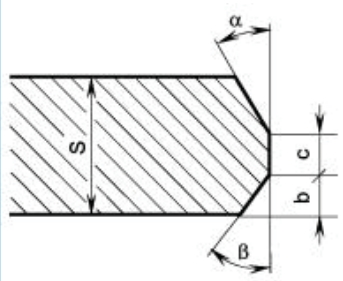
Рис. 1 Вид разделки кромок для автоматической двусторонней сварки под флюсом
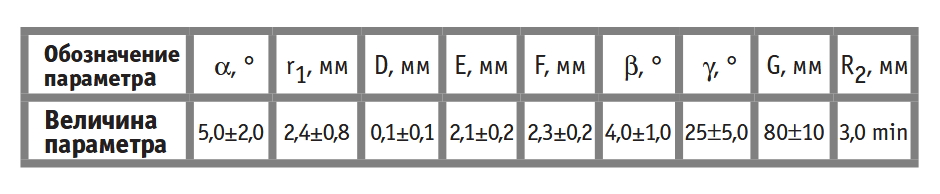
В таблице 1 приведены значения параметров разделки кромок под автоматическую сварку.
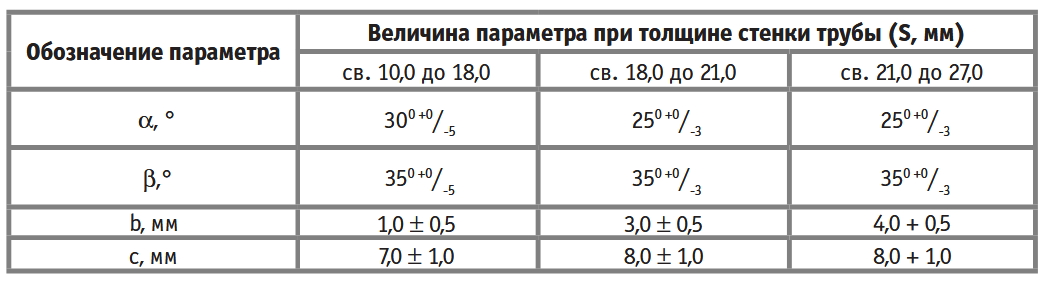
Из таблицы видно, что допуск на притупление для толщин от 10 до 27 составляет всего 1мм. Зазор при этом согласно инструкции Газпрома не должен превышать 0,5 мм.
Наложение подварочного валика меняет способ сварки с автоматической на весу (АФ) на сварку с предварительной подваркой корня шва (Афк), но этот способ не предусмотрен техническими требованиями или другими документами. Таким образом, незначительные отклонения по величине притупления и зазору приведут к необходимости выполнения сварки с нарушениями требований технической документации.
Подварочный нерегламентированный шов может быть выполнен неизвестно кем и какими сварочными материалами, с последующей выборкой или без выборки корня.
Нарушение величины притупления и зазора при наложении корневого валика с обратным формированием также могут привести к непровару или прожогу. Если при ручной дуговой или механизированной сварке эти нарушения могут быть компенсированы мастерством сварщика, то заварить корень автоматическими методами, не выдержав требуемые параметры, весьма проблематично.
Ошибки, допущенные при выполнении заготовительных и сборочных операций, вызовут цепь нарушений при сварке. Ответственность за это лежит на технических службах – технологах и контролерах. В то же время за качество выполнения швов отвечает сварщик, который формально не должен выполнять сварку таких соединений.
Повышение точности выполнения элементов разделки, а значит, и величины зазора, при производстве сварочных работ во многих случаях осуществляют непосредственно перед сваркой специальными станками типа СПК. Применение таких станков обусловлено также необходимостью получения заданной разделки, необходимой для использования высоких технологий сварки неповоротных стыков труб, разработанных различными фирмами.
Автоматическая сварка неповоротных стыков труб выполняется, как правило, плавящимся электродом сплошного сечения в среде защитных газов комплексами оборудования (ф. «CRC-Evans AW», «Autoweld Systems»), CWS.02 (ф. «PWT»), Saturnax (ф. «Serimax»), а также сварочными головками М300-С (М300) (ф. «CRC-Evans AW»).
Использование этих комплексов требует подготовки свариваемых кромок и сборки с высокой точностью (рис.2).
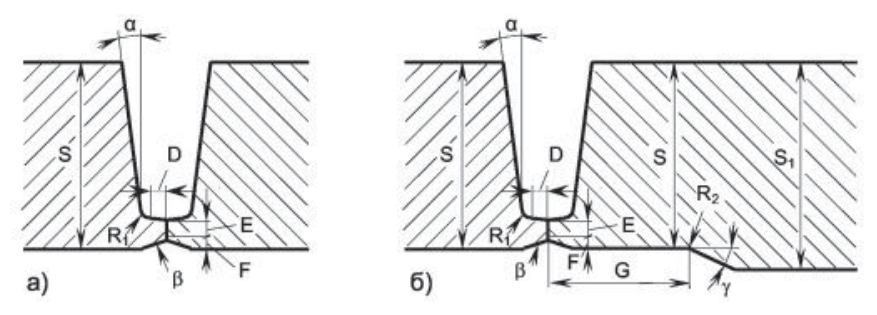
Рис. 2 Геометрические параметры разделки кромок и сборки соединений труб для сварки комплексом «Saturnax»
Выполнение элементов разделки осуществляется портативными установками для резки и обработки торцов труб. Эти головки устанавливаются и базируются по наружной или внутренней поверхности труб и обрабатывают кромки необходимых размеров с заданными допусками. На раме устанавливаются, как правило, два суппорта с резцедержателями. Рама крепится к трубе фиксаторами. Наиболее распространенные установки SB и RBL в основном приводятся в действие пневматическими или гидравлическими двигателями (рис. 3).

Рис. 3. Модель 614RBL (вид спереди и сзади)
Практика применения такого оборудования показывает, что для успешной эксплуатации должны использоваться операторы, прошедшие специальную подготовку, так как неправильный выбор вида резца, его установки или режимов резания (величина подачи, скорость резания и пр.) приведут к выходу из строя оборудования и нарушению геометрии разделки.
Просмотров: 1508 Теги:
Сварочное оборудование в ассортименте:
Прокомментируйте своё видение
Новости сварки
Сварные байки






Сайт не является публичной офертой, определяемой положениями Статьи 437 (2) Гражданского кодекса Российской Федерации.
Для получения подробной информации о наличии и стоимости товаров обращайтесь к менеджерам по тел. (8352) 40-59-89
Пользуясь нашим сайтом, Вы соглашаетесь с использованием на сайте cookie файлов на основании политики использования cookie
и на передачу и обработку Ваших персональных данных, согласно пользовательскому соглашению и политике конфиденциальности.